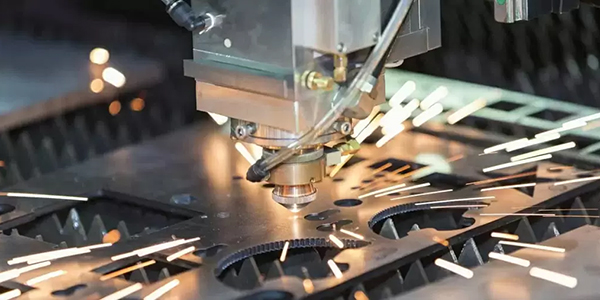
برش لیزری با سرعت بالا
ما متخصص برش لیزری و فرآوری مواد مقاوم در برابر سایش، زره و آلیاژ کم استحکام بالا هستیم. گریدهایی مانند هاردوکس (که اکثر گیجها به صورت آماده نگهداری میشوند)، ولدوکس، آبرازو، آرموکس و اینوار و ابرو همگی میتوانند تا ضخامت ۲۵ میلیمتر فرآوری شوند.
ما موجودی محدودی از این مواد را برای تسهیل در تحویل سریع داریم. ما طیف وسیعی از مواد Domex و Hardox را به صورت آماده تحویل داریم و مرتباً این مواد را پردازش میکنیم.
لطفا برای اطلاعات بیشتر و اطلاع از موجودی فعلی تماس بگیرید.
برش واترجت
سیستم برش واترجت ما از آب با فشار ۵۰۰۰۰ psi و یک گارنت ساینده برای برش تقریباً هر مادهای، از جمله تیتانیوم، استفاده میکند! پمپهای تقویتکننده ۱۵۰ اسب بخار قدرت دارند که عملکرد بهتری را روی مواد ضخیمتر فراهم میکند. برخی از مزایای واترجت عبارتند از: توانایی برش شکل برتر. موادی را که روشهای دیگر نمیتوانند برش دهند، مانند لاستیک فوم، کاشی سرامیکی، سنگ مرمر و شیشه. انواع مختلفی از مواد را به راحتی برش میدهد. دقت موقعیتیابی ± ۰.۰۰۵ اینچ. نیاز به سوراخهای ورودی از قبل را از بین میبرد. نسبت به سایر روشها، نیروی کار کمتری دارد. میتواند مواد بسیار ضخیم را برش دهد (ما مس با ضخامت ۸ اینچ را برش دادهایم!).

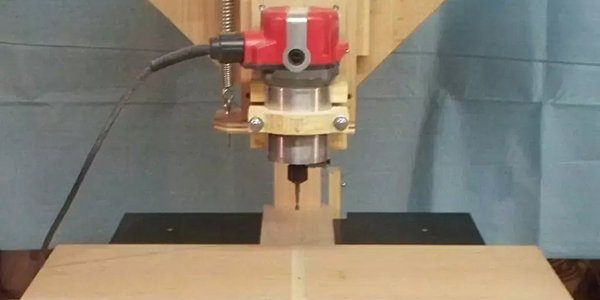
روتر عمودی
برش ورقهای پهن تا ۳۱۵۰ اینچ در دقیقه.
• سریعترین روش برای پردازش آلومینیوم، فولاد ضد زنگ، فولاد ضد زنگ CS و فولاد آلیاژی.
میز ۷۲ اینچ در ۱۴۴ اینچ با پوشش کاری ۸۴ اینچ در ۱۴۰ اینچ و ۱۵ اینچ حرکت در محور z.
• میتواند مواد و قطعات ضخیم تا ابعاد ۶ فوت در ۱۲ فوت را ماشینکاری کند.
سیستم خنککننده سیلآسا برای مواد سختکاریشده
• سرعتها و نرخهای پیشروی بالاتری را ممکن میسازد، عمر ابزار را افزایش میدهد، هزینه قطعه را کاهش میدهد.
• قابلیت ماشینکاری فولاد ضد زنگ و تیتانیوم را دارد.
اسپیندل HSK 63A با قدرت 20 اسب بخار، خنک شونده با مایع، خنک کننده از طریق ابزار و تعویض کننده ابزار دینامیکی یکپارچه.
• سیستم پیشرفته نگهدارنده ابزار.
• خنکسازی از طریق ابزار به معنای عملیات سوراخکاری عمیق سریعتر است.
• ۱۲ ایستگاه ابزار امکان ماشینکاری تقریباً هر کاری را بدون نیاز به ابزار مجدد فراهم میکند.
پمپ خلاء با دبی بالا و قدرت ۴۰ اسب بخار
• افزایش قابل توجه خلاء به نگه داشتن صفحات ضخیم یا بسیاری از قطعات کوچک در جای خود کمک میکند.
تکرارپذیری یکجهته ± 0.0004 اینچ (0.01 میلیمتر) و دایرهای بودن ± 0.0025 اینچ.
• قطعات پرداخت شده با دقت بالا.
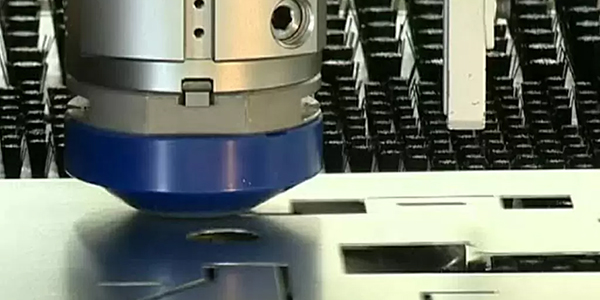
برش پلاسما با کیفیت بالا
برش پلاسما مدتهاست که به عنوان جایگزینی کمهزینه برای برش با سوخت اکسیژن و برش لیزری در نظر گرفته میشود، جایی که زاویه برش مطرح نبود. پیشرفتهای اخیر در فرآیند پلاسما با دقت بالا/کیفیت بالا، کیفیت و قابلیتهای برش پلاسما را به طور قابل توجهی بهبود بخشیده و آن را به گزینهای متنوعتر و دقیقتر از همیشه تبدیل کرده است.

مناسب بودن برنامه
برش پلاسما برای مواد مختلف به ویژه فولادهای نرم و فولادهای ضد زنگ مناسب است و لبههای پرداخت شده بسیار خوبی ایجاد میکند.
پیشرفتهای سیستمهای کنترلی اکنون به این معنی است که میتوان به عملکرد برش بهینه برای طیف وسیعی از مواد و ضخامتها از ۱ میلیمتر تا ۵۰ میلیمتر در فولاد نرم (بسته به توان واحد پلاسما) دست یافت.
پارامترهای مرتبط با برش طیف وسیعی از مواد و ضخامتها مانند سرعت برش، نوع گاز و فشار گاز اکنون میتوانند به طور خودکار توسط تجهیزات کنترل شوند و کیفیت برش بالا و مداوم را تضمین کنند. اکنون کاربران یک جایگزین واقعاً مقرون به صرفه برای سایر فرآیندهای برش دارند.
پانچهای سیانسی
پانچ ورق فلزی با استفاده از ابزارهای پانچ CNC و پرسهای پانچ CNC. پانچ با کنترل عددی کامپیوتری (CNC) یک فرآیند تولید است که توسط پرسهای پانچ CNC انجام میشود. این ماشینها میتوانند یا با طراحی تک سر و ریل ابزار (Trumpf) یا با طراحی برجک چند ابزاره باشند. این دستگاه اساساً طوری برنامهریزی شده است که یک ورق فلزی را در جهت x و y حرکت دهد تا ورق به طور دقیق زیر رم پانچ دستگاه قرار گیرد و آماده سوراخکاری شود.
محدوده پردازش برای اکثر پرسهای پانچ CNC از ضخامت 0.5 میلیمتر تا 6.0 میلیمتر در طیف وسیعی از مواد از جمله فولاد، زینتک، گالو، فولاد ضد زنگ و آلومینیوم است. انتخاب سوراخ پانچ شده میتواند به سادگی یک دایره یا مستطیل تا اشکال خاص برای مطابقت با یک طرح برش خاص باشد. با استفاده از ترکیبی از ضربات تکی و هندسههای همپوشانی، میتوان اشکال پیچیده قطعات ورق فلزی را تولید کرد. این دستگاه همچنین ممکن است اشکال سهبعدی مانند فرورفتگیها، فرورفتگیهای رزوه پیچ Taptite® و ناکاوتهای الکتریکی و غیره را در دو طرف ورق پانچ کند که اغلب در طراحی محفظه ورق فلزی به کار میروند. برخی از دستگاههای مدرن ممکن است توانایی سوراخکاری رزوهها، تا کردن زبانههای کوچک، پانچ لبههای برش خورده بدون هیچ گونه علامت ابزار را داشته باشند که باعث میشود دستگاه در زمان چرخه قطعه بسیار پربازده باشد. دستورالعمل هدایت دستگاه برای ایجاد هندسه قطعه مورد نظر به عنوان برنامه CNC شناخته میشود.